")


- Details
- Hits: 8263
CONVEYOR BELT VULCANİZİNG PRESS: (OUR MAIN PRODUCTION)
Hot vulcanizing is a method of repair that uses both heat and pressure to join repair materials with compromised sections of the belt. The belt must be cleaned and free of all oily, greasy substances before starting.
The hot vulcanizing method is ideal for cuts or tears, holes or breakdowns for steel cords and fabric. It can be executed in dusty environments and is suitable for all types of belts with varying widths and thickness.
HOT VULCANIZER:

TYPES:
1) Our Vulcanizing machines pressure system has two types:
1.1) Hydraulic pressure system: Equipped with compact hydraulic cylinders:
The hydraulic pressure system works quite long-lasting and all with our own production: honed hydraulic cylinder pipes, pistons, seals and fittings, spring pipes.
Our hydraulic pump types are: Hand pump and Motor pump.







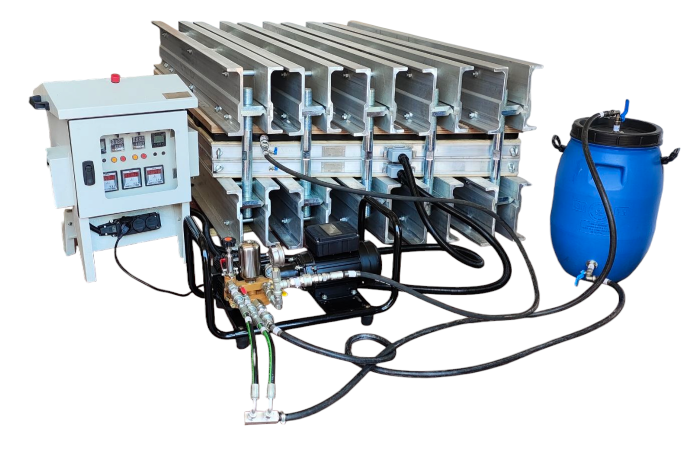
1.2) Pressure Cushion:Pressure water bag & Jacket.
Waterbag is manufactured with a perfect special rubber alloy which is strong and durable. Max water pressure might be 16 bar into it. All hoses have quick coupling connection types. An automatic water pump is given with the machine.