

")









- Ayrıntılar
- Gösterim: 14270
Vulkanize pres el Aletlerimiz
Kort bezli ve Çelik kortlu bantları eklemek için gerekli olan vulkanize el aletleri ile kiyasallar, aşağıda, örnek verilerek listelenmiştir. Bizimle iletişim kurmanız durumunda, kod numarasını yazarak, ihtiyacınız olan ürünleri kargo ile göndermekteyiz. El Aletlerini, dilerseniz Kredi kartınızla yada havale ile internet mağazamızdan da temin edebilirsiniz.
| Vulkanize El Aletleri | Vulcanizing Tools | |
| Kod/Code | Tanımlar/Definitions | |
| 01) K 0601 | Kısa Uçlu Bıçak | Knife with short blade |
| 02) K 0602 | Uzun Uçlu Bıçak | Knife with long blade |
| 03) K 0603 | Kısa Uçlu Bıçak Özel | Knife With spike and short blade |
| 04) K 0604 | Bıçak Özel | Saddler knife blade lenght 150mm/6" |
| 05) K 0605 | Değiştirilebilir uçlu kauçuk bıçağı | Cobblers knife with exchangeable blade |
| 06) K 0606 | Yedek Uç (K 0605 İçin) | Spare blade (for K0605) |
| 07) K 0607 | Kat Ayırma Bıçağı | Layer seperating knife |
| 08) K 0608 | Esnek Uçlu Bıçak | Knife with flexible blade |
| 09) K 0609 | Mala Bıçağı | Angled knife |
| 10) K 0610 | Çeyrek Ay Bıçağı | Quarter moon knife |
| 11) K 0611 | Bileme Taşı | Whetstone |
| 12) K 0612 | Tırtıllı Makara | Curled roller 4 mm wide |
| 13) K 0613 | Kirpi Uçlu Makara 52x27 | Spiked roller |
| 14) K 0614 | Bastırma Makarası-Düz 12 mm 40x12 | Flat roller 12 mm |
| 15) K 0615 | Bastırma Makarası-Düz 40 mm 40x46 | Flat roller 40 mm |
| 16) K 0616 | Oluklu Bastırma Makarası 12 mm | Concave roller 12 mm wide |
| 17) K 0617 | Yüzey Fırçası | Roughening brush with spare pad |
| 18) K 0618 | Yedek Fırça (K 0617 İçin) | Spare Pad for roughening brush |
| 19) K 0619 | Tel Fırça | Wire brush |
| 20) K 0620 | Kauçuk Makarası | Rubber shears 8" |
| 21) K 0621 | Kerpeten | Pliers |
| 22) K 0622 | Tornavida | Screwdriver 180x10 mm |
| 23) K 0623 | Kat Ayırma Kancası 150 mm | Stripping hook 150 mm lenght |
| 24) K 0624 | Metre 2 m | Folding rile 2 m long |
| 25) K 0625 | 4 Numara Solüsyon Fırçası | Round Brush size 4 |
| 26) K0626 | 12 Numara Solüsyon Fırçası | Round Brush size 12 |
| 27) K 0627 | El Fırçası | Hand bursh |
| 28) K 0628 | Lastik Tokmak | Rubber hammer |
| 29) K 0629 | Tel Fırça K 0632 (Taşlama Motoru için) | Wire brush |
| 30) K 0630 | Oluklu Tel Fırça (Taşlama Motoru için) | Concave brush |
| 31) K 0631 | Örgülü Tel fırça (Taşlama Motoru için) | Tufted brush |
| 32) K 0632 | Taşlama Motoru | Rouching machine |
| 33) K 0633 | Maket Bıçağı | Utility knife |
| 34) K 0634 | Kauçuk Bıçagı | Rubber blade |
| 35) K 0635 | El Taşlama Motoru | Hand grinding machine |
| 36) K 0636 | solüsyon fırçası 4 No | Solution brush 4 No |
| 37) K 0637 | solüsyon fırçası 3 No | Solution brush 3 No |
| 38) K 0638 | Halat Kesme Makası | Cable cutting shears |
| 39) K 0639 | Halat Kesme Makası ucu | Replacement blades for cable cutting shears |
| 40) K 0642 | Bastırma Makarası 800 mm | Double acting roller up to 800 mm |
| 41) K 0643 | Bastırma Makarası 1200 mm | Double acting roller up to 1200 mm wide |
| 42) K 0644 | Bastırma Makarası 1600 mm | Double acting roller up to 1600 mm wide |
| 43) K 0645 | Tel Kesme Makası | Wire Cutter |
| 44) K 0646 | Bant Germe Aparatı (1000 kg) | Belt Clamps up to 1000 kg |
| 45) K 0647 | Bant Germe Aparatı (3000 kg) | Belt Clamps up to 3000 kg |
| 46) K 0648 | Bant Ölçme Aparatı | Conveyor belt measuring device (metres) |
| 47) K 0649 | Bant Tutucu 13 mm kalınlık için | Belt grips for belt up to 13 mm thick |
| 48) K 0650 | Bant Tutucu 21 mm kalınlık için | Belt grips for belt up to 21 mm thick |
| 49) K 0652 | Shoremetre | Shore hardeness gauge |
| 50) K 0653 | Termometre Cam | Glass thermometer |
| 51) K 0654 | İşkence | Screw clamp |
| 52) K 0655 | Bimetalik Termometre (Bir Çift) | Bimetalic thermometer |
| 53) K 0656 | Metre 20 m | Tape measure 20 m |
| 54) K 0657 | Metre 2 m | Tape measure 2 m |
| 55) K 0658 | Gözlük | Protective spectacles |
| 56) K 0659 | Takım Çantası | Tools Bag |
| 57) K 0660 | Bant Kalınlık Ölçme aleti | Belt thikness gauge |
| 58) K 0661 | Markalama İpliği | Marking cord with chalk dust container |
| 59) K 0662 | Eldiven | Industrial gloves |
| 60) K 0663 | Tebeşir 36 adet Beyaz | Pocket with chalk , 36 sticks |
| 61) K 0664 | Tebeşir 36 adet Sarı | Yellow crayons, 36 sticks |
| 62) K 0665 | Bant Rulosu | Belt roller |
| 63) K 0666 | Flap zımpara | Flap |
| 64) K 0667 | Bant klamp ve trifor | Belt Clamp end trifor |
| 65) K 0668 | Kuşingam 0,75 mm | Cushion Gum 0,75 mm |
| 66) K 0669 | Yanlık Kuşingam 2 mm | Cushion Gum for the side walls 2 mm |
| 67) K 0670 | Solüsyon (sıcak sement) | The solution (hot cement) |
| 68) K 0671 | Trikloretilen | Trichlorethylene |
| 69) K 0672 | Taşlama Taşı | Rouching heads |
| 70) K 0673 | Taşlama Taşı | Rouching heads |
| 71) K 0674 | Taşlama Taşı tip 3 | Rouching heads type 3 |
| 72) K 0675 | Papağan Pense | Pliers |
| 73) K 0676 | Emniyet Kemer Takımı | Safety Belt Kit |
| 74) K 0677 | Konveyör bant kenar kalıbı | Conveyor belt edge molding |
| 75) K 0678 | Kollu Caraskal (Opçuk)1000 kg-1500 kg, 1,5 m Z. uzunluğu | Sleeve lift 1000 kg-1500 kg, 1.5 m C. length |
| 76) K 0679 | Kauçuk Bıçagı testere dişli | Rubber serrated knife |
| 77) K 0680 | Kat alma makinası | Floor removal machine |
| 78) K 0681 | Teflon Bez | Teflon cloth |
| 79) T 0600 | Trifor | Trifor |
| 80) T 0601 | Motorlu Caraskal V:220, Kap:1250 Kg | Engine Lift (24 Kg Weight) |
Örnek: 1000 mm bant için gerekli malzemeler (Kimyasallar):
1) "K 0668" Kuşingam: 2 kg / 1 EK, (Kalınlık 1 mm)
2) "K 0670" Solüsyon: 500 gr / 1 ek
3) "K 0669" Yanlık kuşingam: 500 gr / 1 EK, (Kalınlık 2 mm)
4) "K 0671" Temizlik solventi (Trikloretilen) :350-400 gr / 1 ek
Not: El Aletlerinin resimli listeleri aşagıdaki sayfalardadır.
Lütfen inceleyiniz. Sipariş verirken kod Numaralarını kullanınız.
(resimleri açmak için üzerine bir kere tıklayınız)














- Ayrıntılar
- Gösterim: 25834
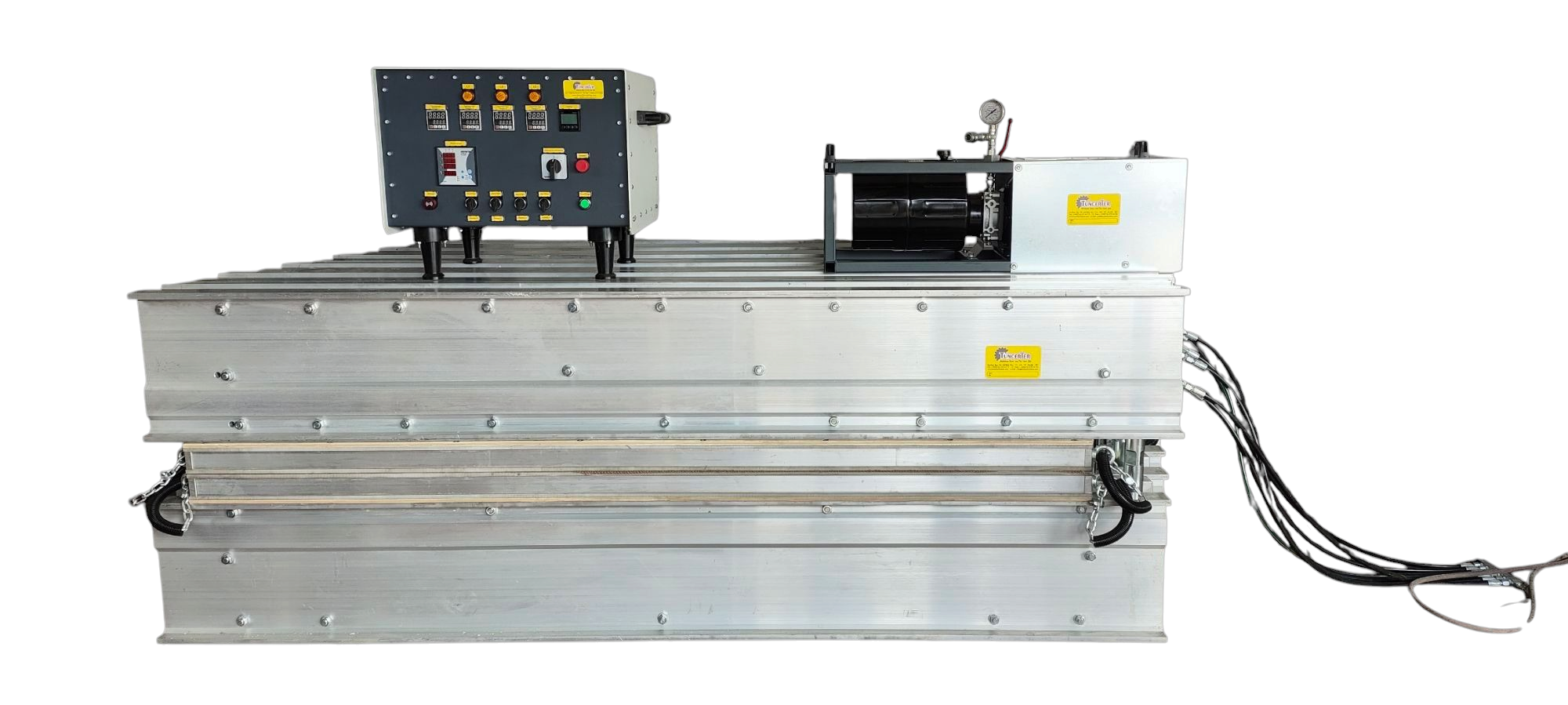
KONVEYÖR BANT VULKANİZE EKLEME (YAPIŞTIRMA) PRESİ
Sıcak vulkanizasyon: Bant’ın yırtılmış deforme olmuş, kopmuş bölgelerini birleştirmek veya sonsuz hale getirmek amacıyla; Bant onarım malzemelerini ve kimyasalları kullanarak vulkanize press makinası yardımı ile hem ısı hem de yüksek basınç altında yapılan bir onarım & uc uca ekleme yöntemidir. Başlamadan önce Bant temizlenmeli ve tüm yağlı maddelerden arındırılmalıdır.
Sıcak vulkanizasyon yöntemi, çelik ve tekstil kordlu bantlardaki kesikler veya yırtılmalar, delikler veya kırılmalar için en ideal onarım yöntemidir. Tozlu ortamlarda uygulanabilir ve değişen genişlik ve kalınlıktaki her tür bant için uygundur.
HOT VULCANIZER:

1) Vulkanize preslerimiz 2 tipte üretilmektedir:
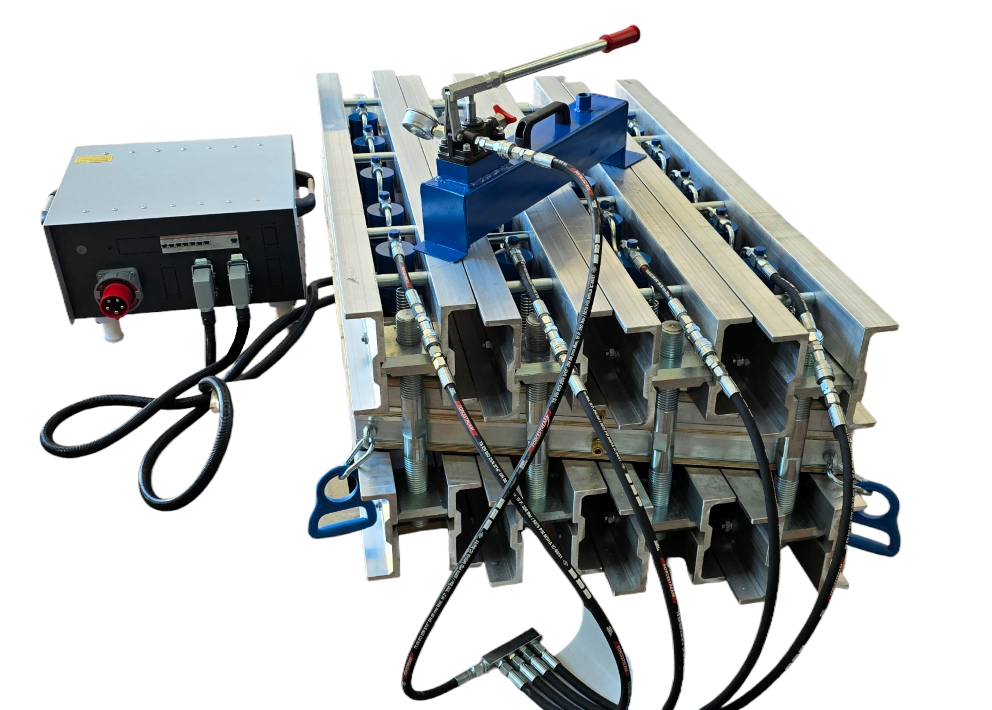
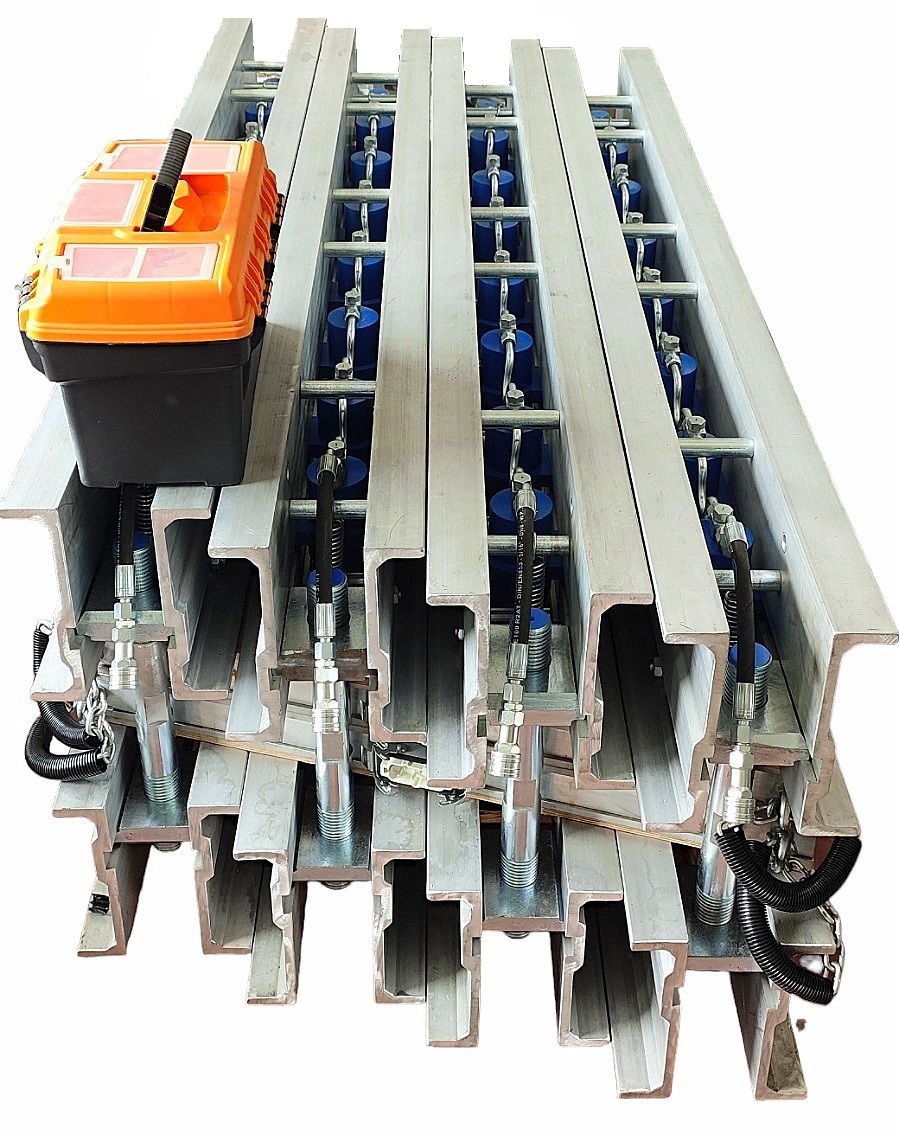
1.1) Hidrolik baskı sistemli.
Kompakt hidrolik silindirlerle donatılmıştır: Hidrolik basınç sistemi oldukça uzun ömürlüdür ve tamamı kendi üretimimizdir: Honlanmış hidrolik silindir boruları, pistonlar, contalar ve bağlantı parçaları, yaylı borular dan oluşur. Hidrolik pompa türlerimiz şunlardır: El pompası ve Motorlu pompa.







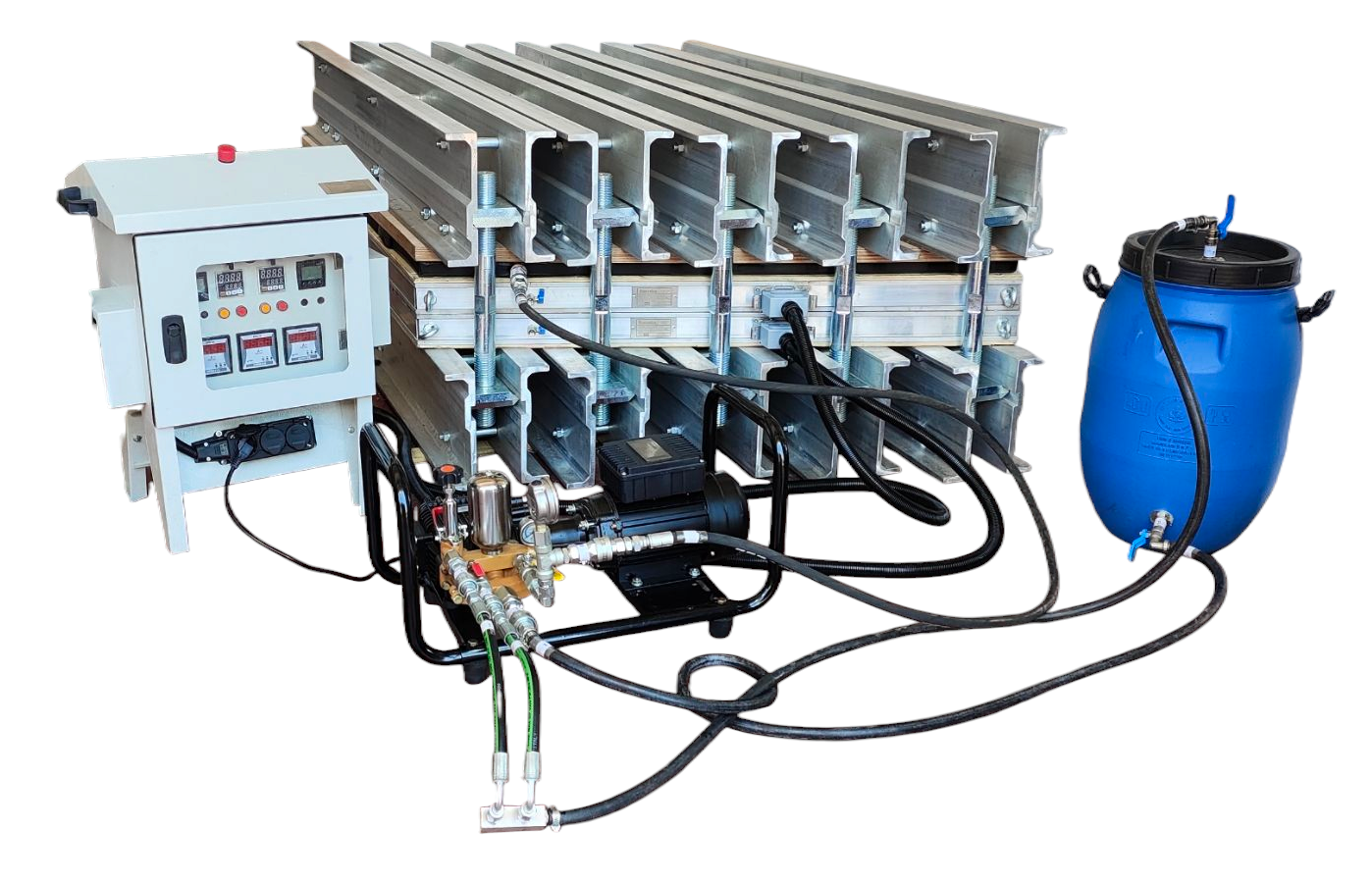
1.2) Su tuluhlu
Basınçlı su tuluhu güçlü ve çok dayanıklı olan özel bir kauçuk alaşımından üretilmiştir. Maksimum su basıncı 16 bar olabilir. Tüm hortumlar hızlı bağlantı tiplerine sahiptir. Makineyle birlikte otomatik bir su pompası verilir. Enerjisi kontrol panelinden verilir.





- Ayrıntılar
- Gösterim: 400
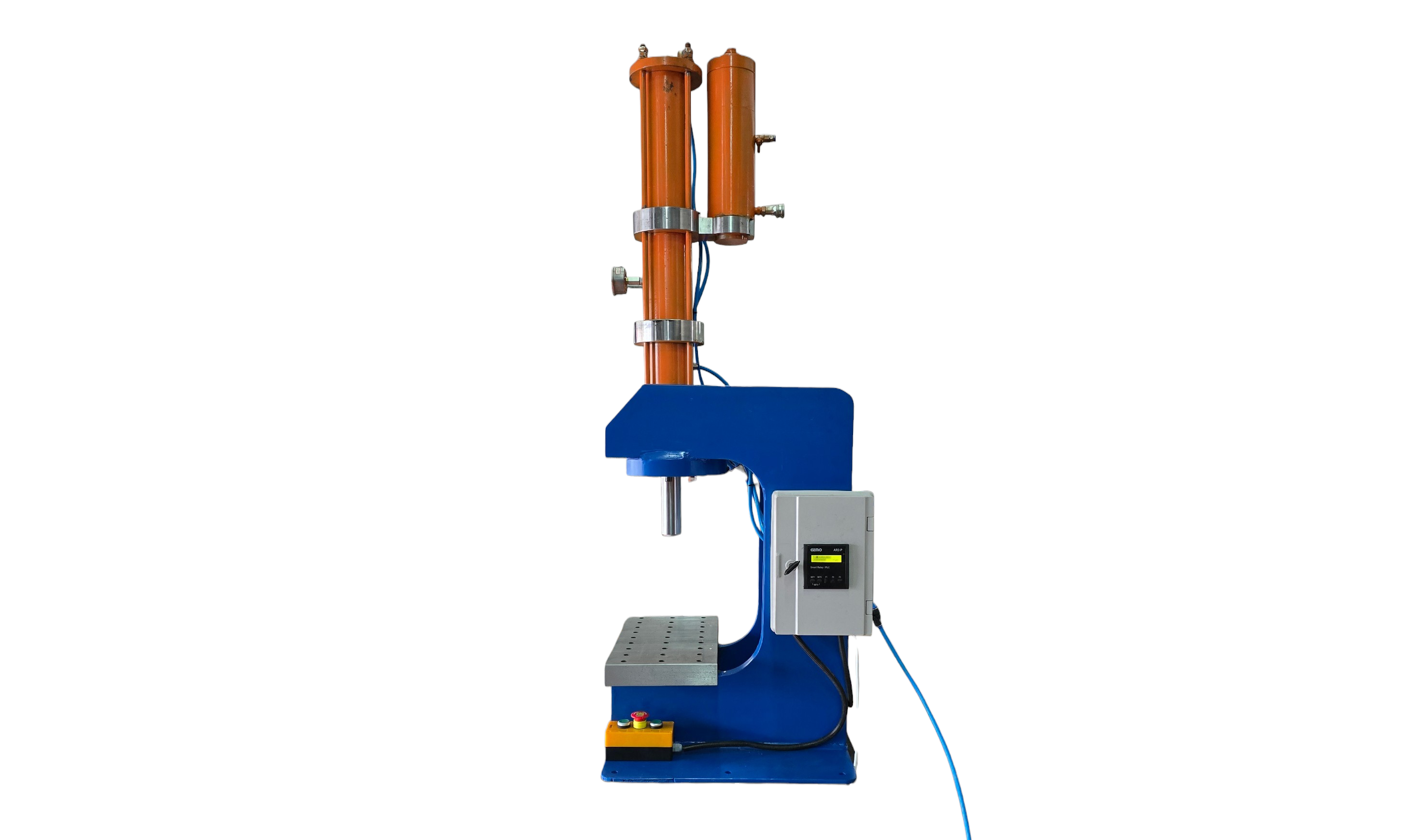
HYBROMAX Hidropnömatik Pres Makinesi
Hidropnömatik Silindirli PLC Kontrollü Pres Makinesi imalatımız başlamıştır. 5-50 ton kuvvete kadar üretmekteyiz. %100 yerli imalatımızdır.
“Pnömatiğin hızı, Hidroliğin gücü”
HYBROMAX-80KN:

HYBROMAX-80KN:
• Pnömatik ve Hidroliğin bir araya geldiği hibrit bir sistemdir.
• Sadece 1-8 bar standart hava kompresörü ile çalışır.
• Hızlı (hız ayarlı) pnömatik yaklaşma, Hidrolik sıkıştırma.
• 8 ton kuvvet (Resimdeki Model).
• 150mm toplam stroklu.
• 30 mm güç (sıvama) stroklu.
• Çift butonlu tam otomatik ve PLC kontrollü.
• Yüksek elektrik tasarrufu.
• Sessizliği ve temizliği sayesinde Laboratuvar gibi ortamlara uygunluk.
• Hidrolik güç ünitesi veya motor vs yoktur.
• PLC kontrol ünitesi için 220V tek faz elektriğe ihtiyaç duyar.
• 0-8000 kg arası pratik kuvvet ayarlama valfi.
• PLC kontrol ile baskıda kalma süresi belirleme.
• Basınç sönümle sistemli.
• Baskı süresince kilit valfine ihtiyaç olmadan sürekli sabit baskı ve sıfır elektrik ihtiyacı.
• Yüksek hızda çalışır. Min. Çevrim süresi 4sn dir. Baskı süresine göre artar.
• Sac &Metal bükme, Burç & Rulman çakma, Punching, Conta basma, Kalıp ile kesme, Sac sıvama, Parça montajı gibi kontrollü güce ihtiyaç duyulan her alanda sessizce hizmetinizdedir.
• Masaüstü kullanıma uygundur. Ebat: 600x550x1430mm


- Ayrıntılar
- Gösterim: 324
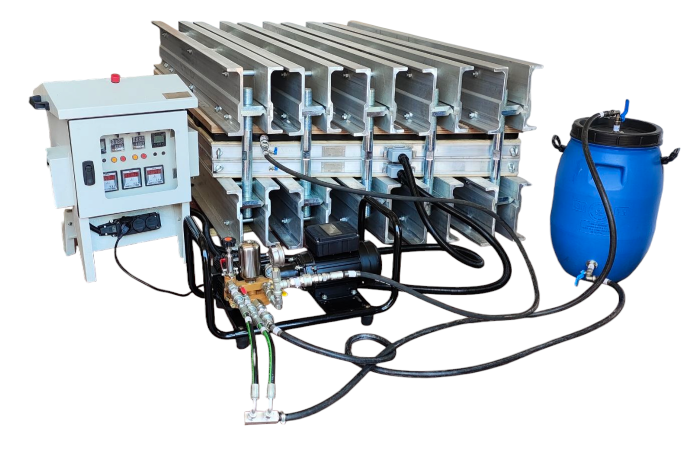
KONVEYÖR BANT VULKANİZE EKLEME (YAPIŞTIRMA) PRESİ
Sıcak vulkanizasyon: Bant’ın yırtılmış deforme olmuş, kopmuş bölgelerini birleştirmek veya sonsuz hale getirmek amacıyla; Bant onarım malzemelerini ve kimyasalları kullanarak vulkanize press makinası yardımı ile hem ısı hem de yüksek basınç altında yapılan bir onarım & uc uca ekleme yöntemidir. Başlamadan önce Bant temizlenmeli ve tüm yağlı maddelerden arındırılmalıdır.
Sıcak vulkanizasyon yöntemi, çelik ve tekstil kordlu bantlardaki kesikler veya yırtılmalar, delikler veya kırılmalar için en ideal onarım yöntemidir. Tozlu ortamlarda uygulanabilir ve değişen genişlik ve kalınlıktaki her tür bant için uygundur.
HOT VULCANIZER:
1) Vulkanize preslerimiz 2 tipte üretilmektedir:
1.1) Hidrolik baskı sistemli.
Kompakt hidrolik silindirlerle donatılmıştır: Hidrolik basınç sistemi oldukça uzun ömürlüdür ve tamamı kendi üretimimizdir: Honlanmış hidrolik silindir boruları, pistonlar, contalar ve bağlantı parçaları, yaylı borular dan oluşur. Hidrolik pompa türlerimiz şunlardır: El pompası ve Motorlu pompa.
1.2) Su tuluhlu
Basınçlı su tuluhu güçlü ve çok dayanıklı olan özel bir kauçuk alaşımından üretilmiştir. Maksimum su basıncı 16 bar olabilir. Tüm hortumlar hızlı bağlantı tiplerine sahiptir. Makineyle birlikte otomatik bir su pompası verilir. Enerjisi kontrol panelinden verilir.
2) Vulkanizasyon makinemizin ısıtma plakası sistemi iki tiptir:
2.1) Tekstil örgülü konveyör bantları için: paralelkenar plakalar açılı: 16 ° 42'.
2.2) Çelik örgülü konveyör bantları için: paralelkenar 16 ° 42' veya dikdörtgen (dik açılı) plakalar.
3) Üretim Şekli:
- Komponentler hafif ve taşıması kolaydır.
- Özel alaşımlı sertleştirilmiş alüminyum profiller.
- Uzun ömürlü paslanmaz çelik boru Isıtma Rezistansları. (T.S:5001 sertifikalı)
- DIN: 22131 normlarına göre tekstil kortlu bantta öngörülen 10,2 kg/cm2 basınç gereklidir,
- Çelik kortlu bantta 13-14 kg/cm2 basınç gereklidir.
- Hidrolik basınç sisteminde basınç hidrolik pompalar (160 bar) vasıtasıyla elde edilir.
- Su tuluhu sistemi motorlu su pompası (10,2 ila 14 bar) vasıtasıyla elde edilir. Ayarlanabilir basınç. Kışın antifrizli su kullanılan su tipidir.

4) Sıcaklık
Isıtma plakaları istenilen sıcaklığa ulaşır (örneğin 145° santigrat) ve pişirme sırasında otomatik olarak o sıcaklıkta sabit kalır. Pişirme süresi (örneğin 20 dakika) dolduğunda, makine otomatik olarak kendini kapatır.
Ekleme Pres boyutları:
- TVP 600 bant genişliği 600 mm'ye kadar.
- TVP 800 bant genişliği 800 mm'ye kadar.
- TVP 1000 bant genişliği 1000 mm'ye kadar.
- TVP 1200 bant genişliği 1200 mm'ye kadar.
- TVP 1400 bant genişliği 1400 mm'ye kadar.
- TVP 1600 bant genişliği 1600 mm'ye kadar.
- TVP 1800 bant genişliği 1800 mm'ye kadar.
- TVP 2000 bant genişliği 2000 mm'ye kadar.
- TVP 2200 bant genişliği 2200 mm'ye kadar.
Isıtma plakamız 16 ° 42' açılı dik açılı veya paralelkenar olabilir. Sıkıştırma sistemleri müşterinin isteğine bağlı olarak hidrolik tip veya su tuluhu tipi yapılır.
Müşteriler, kendi özel işleri için özel makine ebatları üretmemizi isteyebilirler.
5) Travers Kirişler
Yüksek mukavemetli, alüminyum alaşımlı traversler monte edilmiştir. Sertleştirme işlemine tabi tutulan profiller basınçtan etkilenmez. Özel tasarım bükülme ve burkulmaya karşı oldukça dayanıklıdır.

6) Isı Plakaları
Plakalar tamamen alüminyum alaşımdan üretilmiştir, hafif ve esnektir. Plaka üzerinde elektrik fişleri, termokupl soketleri, hava soğutma valfi ve tutacak yuvaları bulunur. Hava koşullarına bağlı olarak plakalar 20 ila 25 dakikada 143-145 santigrat dereceye ulaşabilir.


7) Hidrolik Pompalar
600mm'den 1400mm'ye kadar olan makinelerde Hidrolik El pompası kullanılır.
1600mm'den 2200mm'ye kadar olan makinelerde Hidrolik Motor pompası kullanılır.


8) Hidrolik Hortum ve Basınç Kollektörü
400 bar basınca dayanıklı hortumlar 1 m ve 2 m uzunluğunda, uclarında çabuk bağlantı elemanları vardır. Tuncerler Makine ürünlerinde sadece 160-170 bar basınçta çalışması yeterlidir.

9) Kontrol Panolarımız
Elektrik panolarımız isteğe göre tam otomatik veya manuel modda çalışmaktadır. IP 67 koruma sınıfındadır. Otomatik dijital termostatları ve dijital zaman röleleri ve buzzer uyarısı bulunmaktadır. Ayrıca 220 volt cihazlarınız için 3 çıkışlı / monofaze soket bulunmaktadır.
Tipler:
- 3 faz + 1 nötr + ⏚ (toprak) - 400V - 50/60hz
- 3 faz + ⏚ (toprak) - 400V - 50/60hz
- 3 faz + ⏚ (toprak) - 660V - 50/60hz
-

-
-
-
-
-
-
-








9.1) Exproof Kontrol Panolarımız
Tuncerler Makina olarak madenlerde çalışmaya uygun Exproof Ex db I Mb sertifikalı enerji panellerimiz seçenekleriniz arasındadır:

10) Rezistanslar
Paslanmaz çelik borudan yapılmış olup son derece uzun ömürlüdür. Isıtma rezistanslarımız değiştirilmesi oldukça kolaydır.
11) EL aletleri, Kuşingamlar ve sement solüsyon
Şirketimiz aşağıdaki ürünlerin imalatcı ve tedarikçi bayisidir:







12) Takım çantası ve içeriği (Makina alımlarınızda beraberinde ücretsiz verilir.)
- Solüsyon fırçası
- Makas
- Kerpeten
- Tek ağızlı Anahtar (36-41)
- Maket Bıçağı
- Şerit Metre
- Tel Fırça
- Toz Fırçası
- Lastik çekiç
- Tabla taşıma Kancası
- Takım Çantası


NEWS:
- Vulkanizasyon eğitimi ve makine kullanım kılavuzu video örneği:
-
(Tam sürüm DVD'ler makineyle birlikte verilir)