")


- Ayrıntılar
KONVEYÖR BANT VULKANİZE EKLEME (YAPIŞTIRMA) PRESİ
Sıcak vulkanizasyon: Bant’ın yırtılmış deforme olmuş, kopmuş bölgelerini birleştirmek veya sonsuz hale getirmek amacıyla; Bant onarım malzemelerini ve kimyasalları kullanarak vulkanize press makinası yardımı ile hem ısı hem de yüksek basınç altında yapılan bir onarım & uc uca ekleme yöntemidir. Başlamadan önce Bant temizlenmeli ve tüm yağlı maddelerden arındırılmalıdır.
Sıcak vulkanizasyon yöntemi, çelik ve tekstil kordlu bantlardaki kesikler veya yırtılmalar, delikler veya kırılmalar için en ideal onarım yöntemidir. Tozlu ortamlarda uygulanabilir ve değişen genişlik ve kalınlıktaki her tür bant için uygundur.
HOT VULCANIZER:

1) Vulkanize preslerimiz 2 tipte üretilmektedir:
1.1) Hidrolik baskı sistemli.
Kompakt hidrolik silindirlerle donatılmıştır: Hidrolik basınç sistemi oldukça uzun ömürlüdür ve tamamı kendi üretimimizdir: Honlanmış hidrolik silindir boruları, pistonlar, contalar ve bağlantı parçaları, yaylı borular dan oluşur. Hidrolik pompa türlerimiz şunlardır: El pompası ve Motorlu pompa.







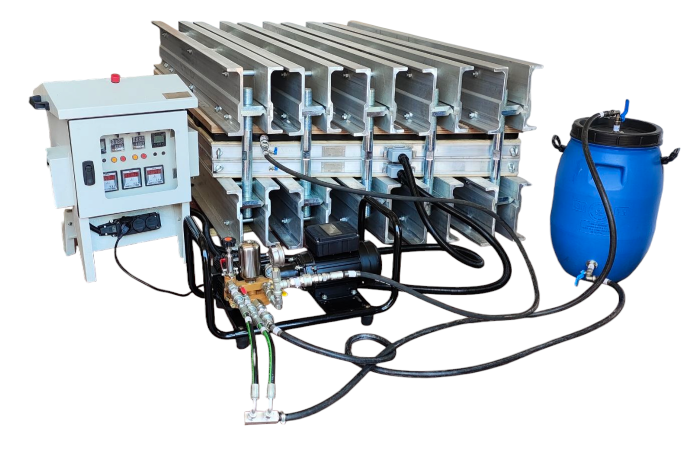
1.2) Su tuluhlu
Basınçlı su tuluhu güçlü ve çok dayanıklı olan özel bir kauçuk alaşımından üretilmiştir. Maksimum su basıncı 16 bar olabilir. Tüm hortumlar hızlı bağlantı tiplerine sahiptir. Makineyle birlikte otomatik bir su pompası verilir. Enerjisi kontrol panelinden verilir.