Anasayfa
Ürünler
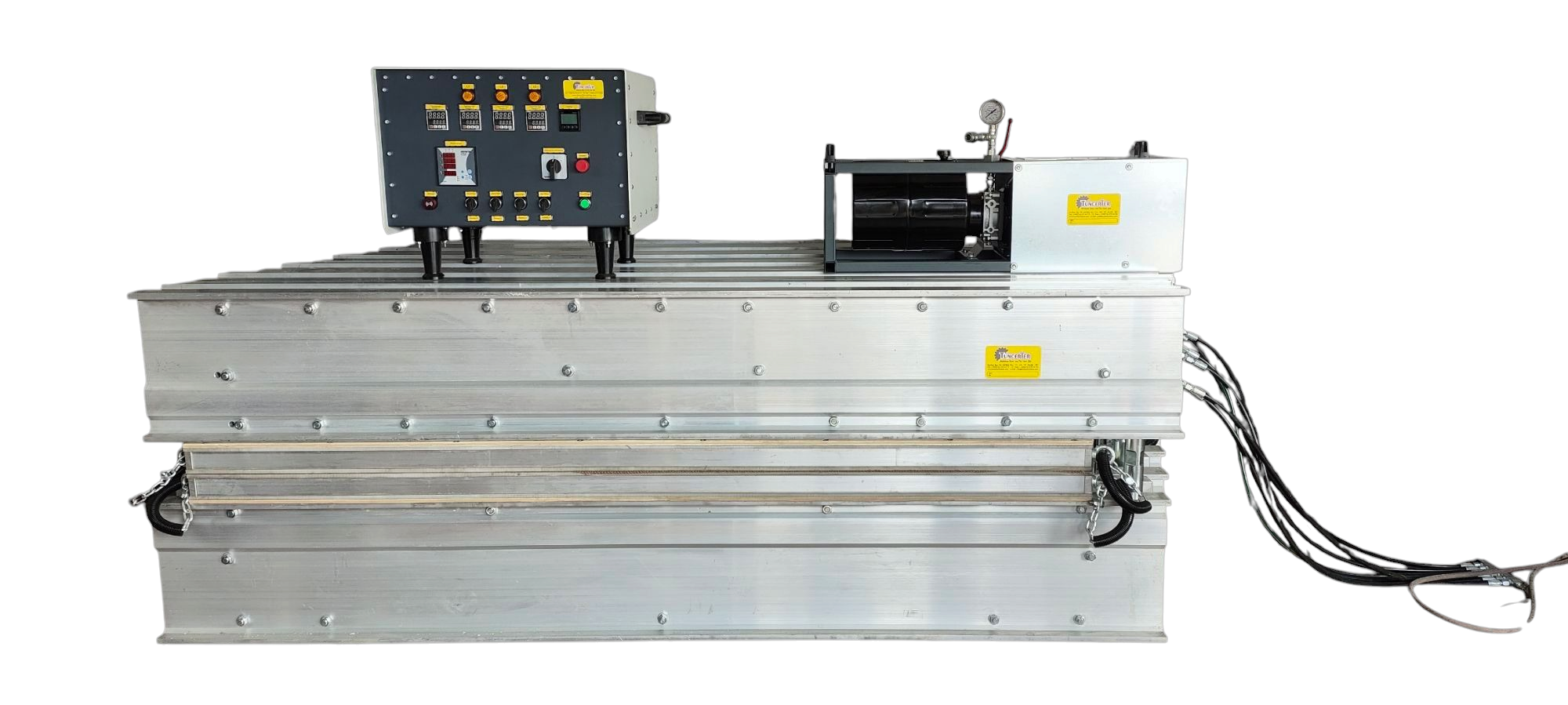
Konveyor Bant Vulkanize Bant Ütüsü
Konveyor Bant Vulkanize Bant Ütüsü (Tam Sayfa)
Vulkanize pres el Aletleri ve Resimleri
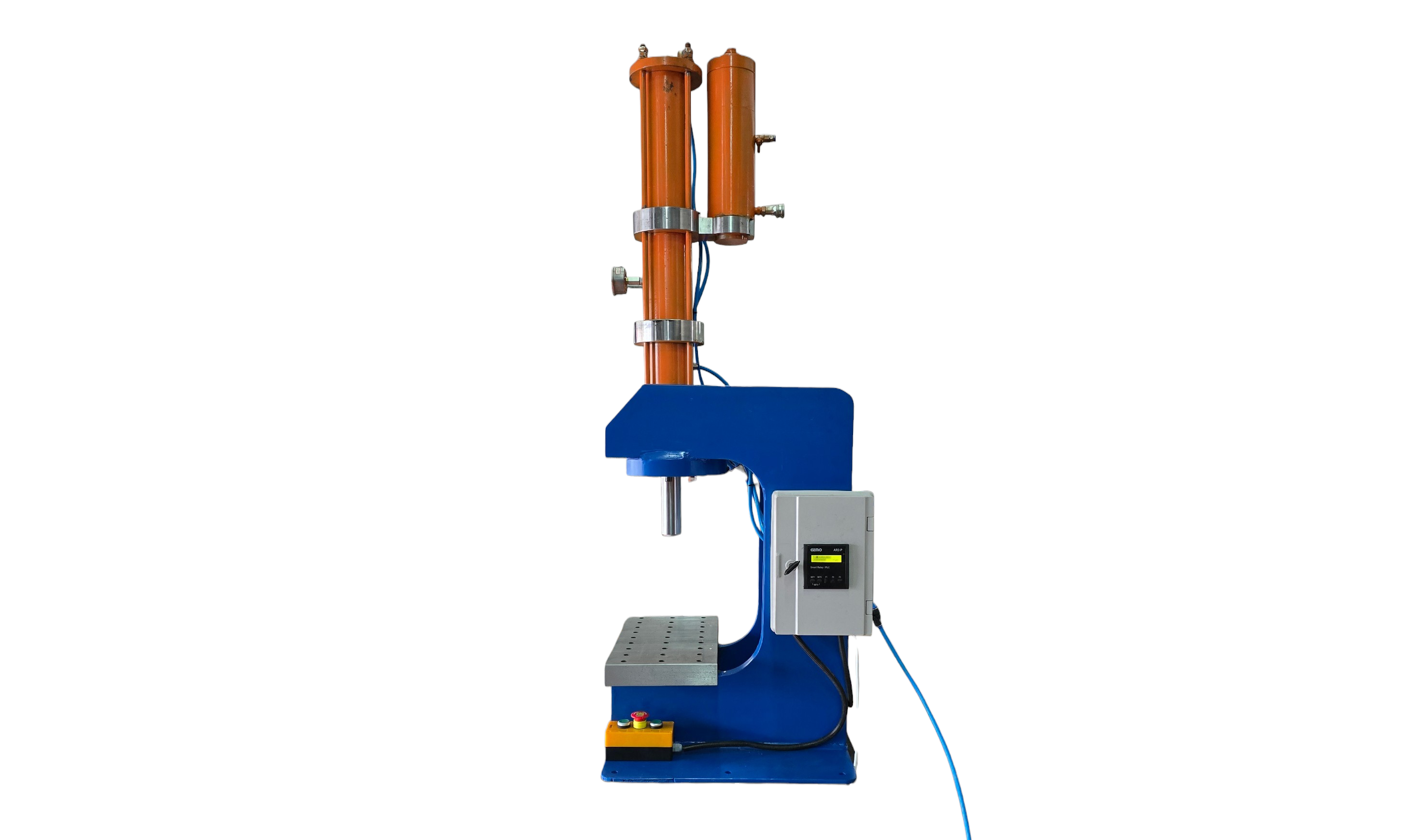
HYBROMAX Hidropnömatik Pres Makinesi
Dizel Hidrolik Güç Ünitesi
Konveyor Bant Çavuş Kalıbı
Konveyör Bant Üretim Presi ve Kalıpları
Hakkımızda
iletişim
"QUALITY IS NOT A COINCIDENCE"
2-YEAR WARRANTY
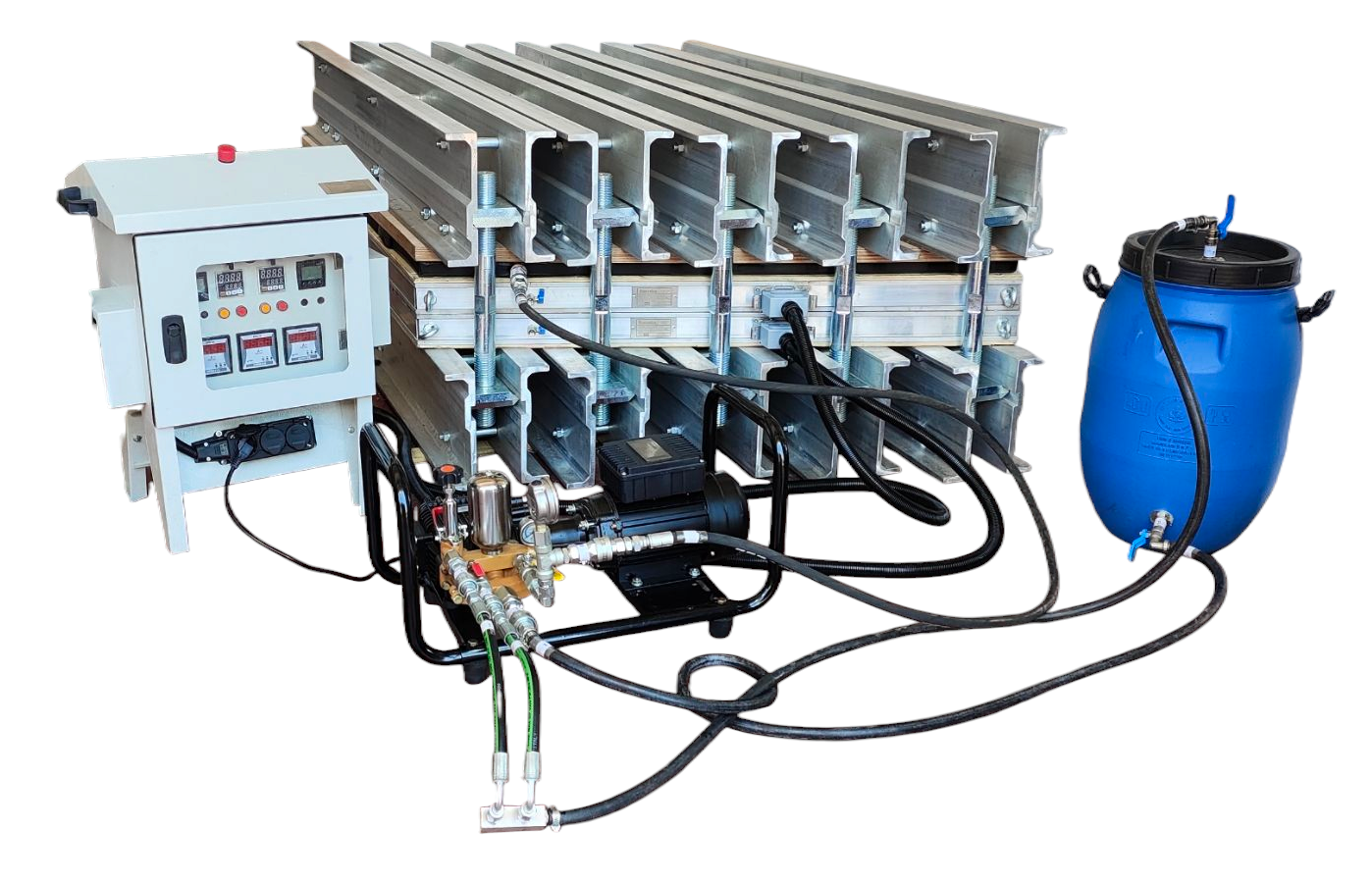
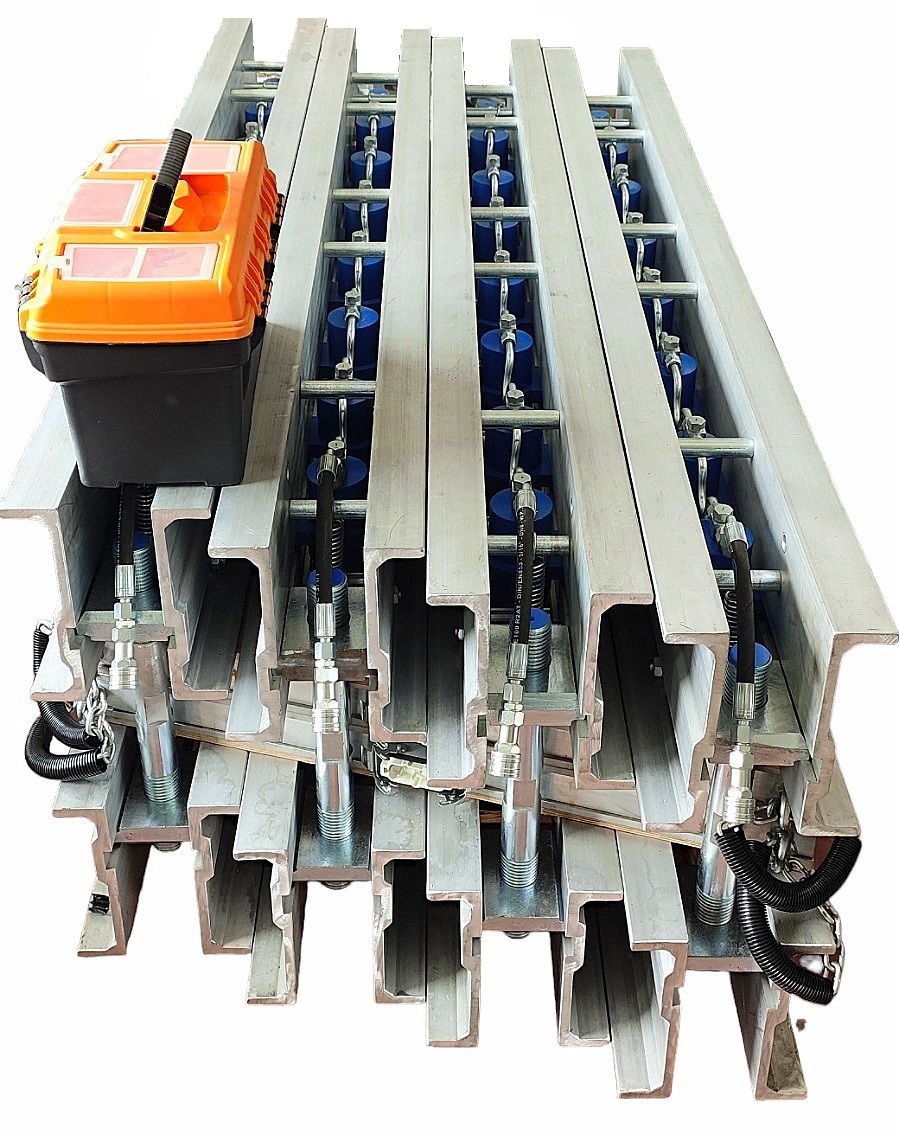
WATER & AIR BAG TYPE OPTION
UP TO 2000MM WIDTH OF BELT SPLICING MACHINE
WITH EXPROOF ENERGY BOX OPTION
VULCANIZING HAND TOOLS SUPPLIER
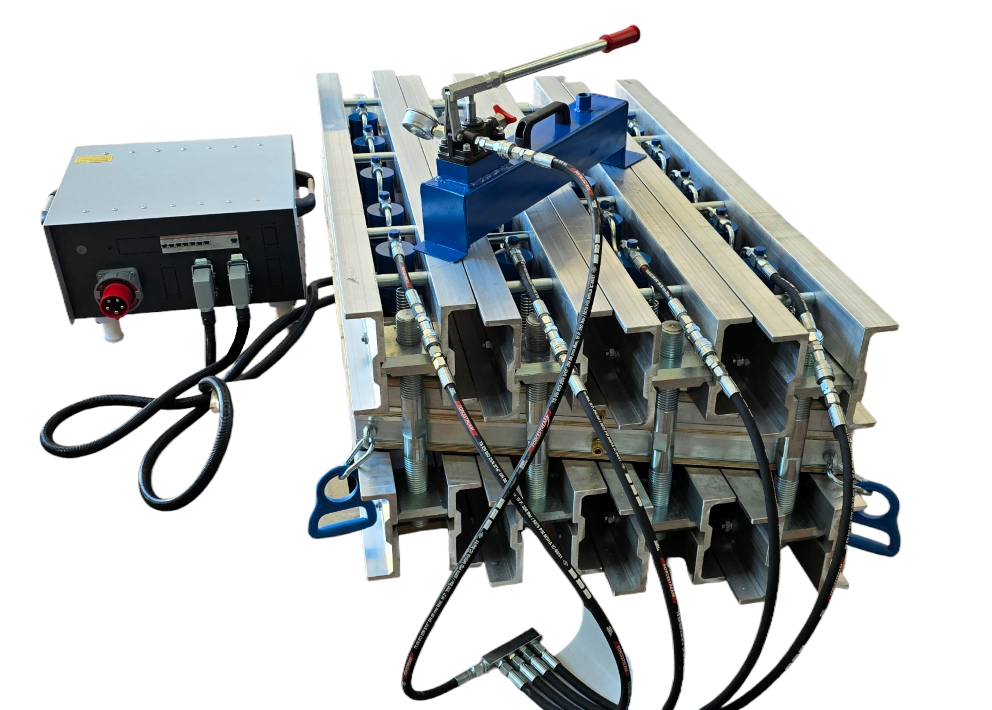
MOTOR PUMP OPTION
CREW
Hydropneumatic Cylinder & Press Manufacturer
Yazdır
e-Posta
Ayrıntılar
Gösterim: 11308
Yazdır
e-Posta
Ayrıntılar
Gösterim: 8272
Yazdır
e-Posta
Ayrıntılar
Gösterim: 10337
Yazdır
e-Posta
Ayrıntılar
Gösterim: 4702
Page 3 of 5
Start
Önceki
1
2
3
4
...
Sonraki
End
Referanslar
Sertifikalarımız
Firmamız Görselleri
Konum


")